


合作客戶(hù)/
拜耳公司 |
同濟(jì)大學(xué) |
聯(lián)合大學(xué) |
美國(guó)保潔 |
美國(guó)強(qiáng)生 |
瑞士羅氏 |






相關(guān)新聞Info
-
> ?氧化石墨烯基復(fù)合膜材料的制備方法、應(yīng)用開(kāi)發(fā)及前景
> 水相PH、鹽濃度對(duì)380號(hào)燃料油油水界面張力的影響
> 超微量天平應(yīng)用實(shí)例:氧化焙燒除硒火試金重量法測(cè)定粗硒中金、銀含量
> 三種金屬陽(yáng)離子對(duì)SDS表面活性劑溶液的影響研究
> 界面張力儀主要應(yīng)用領(lǐng)域及技術(shù)特點(diǎn)
> 新煙堿類(lèi)殺蟲(chóng)劑發(fā)展概述
> 拉筒法測(cè)定LiF-CaF2-Yb2O3體系的表面張力及變化規(guī)律
> 秦漢時(shí)期的物理學(xué)研究成果
> 高分子類(lèi)助劑主要增效機(jī)制及在除草劑領(lǐng)域應(yīng)用機(jī)理
> 不同溫度下水波波速和表面張力系數(shù)的關(guān)系與計(jì)算方法【實(shí)驗(yàn)】(二)
推薦新聞Info
-
> ?全自動(dòng)表面張力儀無(wú)法啟動(dòng)、讀數(shù)不穩(wěn)定等常見(jiàn)故障及解決方法
> 混合型烷醇酰胺復(fù)雜組成對(duì)油/水界面張力的影響規(guī)律(二)
> 混合型烷醇酰胺復(fù)雜組成對(duì)油/水界面張力的影響規(guī)律(一)
> 懸滴法測(cè)量液體表面張力系數(shù)的測(cè)量裝置結(jié)構(gòu)組成
> 多晶硅蝕刻液的制備方法及表面張力測(cè)試結(jié)果
> 高溫多元合金表面張力的計(jì)算方法及裝置、設(shè)備
> 納米生物質(zhì)體系性能評(píng)價(jià)及驅(qū)油特性實(shí)驗(yàn)研究
> 多相凝聚體系的界面張力計(jì)算方法及研究進(jìn)展
> 基于表面張力的開(kāi)放式微流體平臺(tái),利用微柱重建三維肺部細(xì)胞微環(huán)境
> 強(qiáng)紫外線(xiàn)輻射對(duì)減縮劑抑制水泥石干縮變形效果研究(四)
單一表面活性劑在活性劑CMT焊接中的作用機(jī)理
來(lái)源:電焊機(jī) 瀏覽 158 次 發(fā)布時(shí)間:2024-10-21
CO2氣體保護(hù)焊自問(wèn)世以來(lái),以其具有明弧、無(wú)渣、低成本、高效節(jié)能、抗銹低氫等特點(diǎn),在生產(chǎn)中得到越來(lái)越廣泛的應(yīng)用。但CO2氣體保護(hù)焊有兩點(diǎn)主要不足:飛濺大和成形差。飛濺不僅污染工件,增加勞動(dòng)強(qiáng)度,降低熔敷率,還會(huì)堵塞噴嘴,使送絲不暢。特別在一些重要構(gòu)件上,清理飛濺較為困難或者不允許清理時(shí),其應(yīng)用受到很大限制。除此之外,由飛濺等引起的細(xì)小顆粒還會(huì)帶來(lái)粉塵污染,影響職工的身體健康。
CMT(Cold Metal Transfer,冷金屬過(guò)渡)工藝自2004年正式推出以來(lái),一直受到焊接界的廣泛關(guān)注,此工藝最重要的特點(diǎn)是利用其極穩(wěn)定的電弧、極低的熱輸入量來(lái)實(shí)現(xiàn)無(wú)飛濺的焊接過(guò)程。CMT工藝與CO2氣體保護(hù)相結(jié)合的焊接工藝具有極穩(wěn)定電弧、無(wú)飛濺和良好的焊縫成形等優(yōu)點(diǎn),解決了普通CO2氣體保護(hù)焊飛濺大、成形差的缺點(diǎn),是一種節(jié)能高效環(huán)保的焊接工藝,具有重要的應(yīng)用價(jià)值。但CMT因其“冷”的特點(diǎn)使得焊縫熔深普遍較小,特別是在汽車(chē)中平行接頭和搭接接頭較多,熔深問(wèn)題制約了其應(yīng)用和推廣,因此尋找一種解決CMT工藝焊接熔深的方法十分重要。活性劑CMT焊接的研究旨在提高焊縫熔深,改善焊縫成型。
20世紀(jì)60年代,烏克蘭巴頓焊接研究所(PWI)研究了最初的A-TIG(Activating flux TIG welding)焊接工藝。20世紀(jì)90年代,人們對(duì)提高焊接效率和降低焊接成本有了進(jìn)一步的需求,美國(guó)愛(ài)迪生焊接研究所(EWI)、英國(guó)焊接研究所(TWI)和日本大阪大學(xué)焊接研究所等多家知名焊接機(jī)構(gòu)在A-TIG焊活性劑方面開(kāi)展了廣泛研究,俄羅斯也在2001年進(jìn)行了有關(guān)不銹鋼焊接方面的活性劑的研制。我國(guó)于20世紀(jì)末開(kāi)始活性劑焊接方面的研究,國(guó)內(nèi)外焊接學(xué)者已經(jīng)將活性劑應(yīng)用到TIG焊、電子束焊、激光焊、釬焊等領(lǐng)域,取得了一定成果。開(kāi)展CO2氣體保護(hù)的CMT焊接研究,對(duì)于實(shí)現(xiàn)綠色制造、建立節(jié)約型和諧社會(huì)具有重要的現(xiàn)實(shí)意義。在此試驗(yàn)研究了活性劑CMT焊接,并分析活性劑在活性劑CMT焊中的作用機(jī)理。
1試驗(yàn)
1.1實(shí)驗(yàn)材料與設(shè)備
試驗(yàn)采用的母材為低碳鋼Q235B,試樣尺寸為200 mm×90 mm×10 mm;φ1.2 mm的H08Mn2SiA實(shí)心焊絲;CO2保護(hù)氣體;基本活性劑是CaF2、Al2O3、Y2O3、B2O3、SiO2、MoO3、MgCO3、Fe2O3和Cr2O3共9種,試驗(yàn)時(shí)分別以A,B,C,D,E,F(xiàn),G,H,I表示對(duì)應(yīng)的單一活性劑成分;活性劑乳化劑為酒精。試驗(yàn)設(shè)備為奧地利福尼斯公司的TPS5000CMT的數(shù)字化脈沖MIG/MAG焊機(jī),配備VR7000送絲機(jī)和RCU5000i遙控器,海德盟Hi800-M系列數(shù)控系統(tǒng)和焊接工作臺(tái)。
1.2試驗(yàn)規(guī)范參數(shù)
采用CMT一元化焊接工藝,通過(guò)正交試驗(yàn)確定主要影響因素,焊接規(guī)范參數(shù)如表1所示。

表1焊接工藝參數(shù)
1.3試驗(yàn)方法
采用對(duì)比實(shí)驗(yàn)法,通過(guò)比較單組分活性劑焊接試驗(yàn)與無(wú)活性劑試驗(yàn)結(jié)果,確定各活性劑的影響次序,分析活性劑對(duì)CMT焊的作用機(jī)理。每組實(shí)驗(yàn)重復(fù)進(jìn)行一次,所得焊縫結(jié)果取平均值。
試驗(yàn)前先將試樣除銹,用角磨機(jī)打磨,再用酒精或丙酮擦拭,去除油污及其他雜質(zhì)。然后稱(chēng)取一定量的活性劑,用乳化劑酒精進(jìn)行充分乳化,調(diào)配攪拌成糊狀。用扁平毛刷將活性劑涂于工件待焊位置寬20 mm的區(qū)域,活性劑涂覆厚度以覆蓋金屬表面光澤為宜。最后在如表1所示的同一焊接參數(shù)下進(jìn)行焊接試驗(yàn)。觀察焊接現(xiàn)象,用RCU5000i外加存儲(chǔ)卡記錄焊接過(guò)程參數(shù)變化;焊后觀察焊縫的宏觀成形,并記錄結(jié)果;將試驗(yàn)所得焊縫沿距尾部30mm的距離進(jìn)行切割,然后打磨、拋光、腐蝕和觀察金相,記錄焊縫的熔深、熔寬等焊縫參數(shù),計(jì)算焊縫的熔深比等。
2試驗(yàn)結(jié)果和分析
2.1試驗(yàn)結(jié)果
單一活性劑焊縫參數(shù)及無(wú)活性劑時(shí)焊縫參數(shù)如表2所示,表2單一活性劑焊縫參數(shù),圖1是單一活性劑熔深與無(wú)活性劑時(shí)熔深比直方圖。
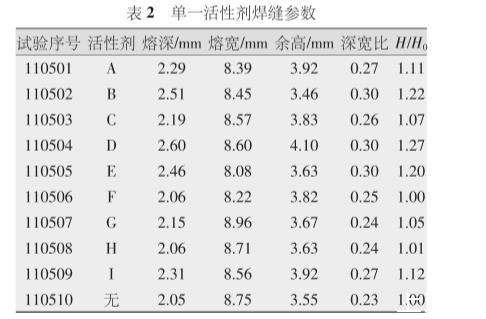
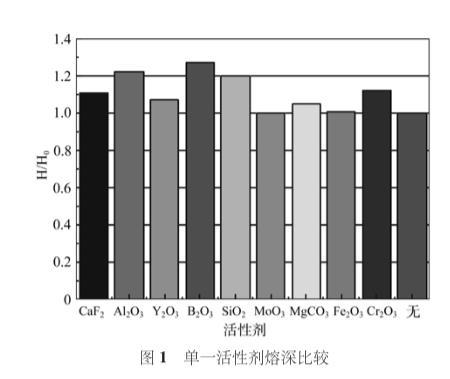

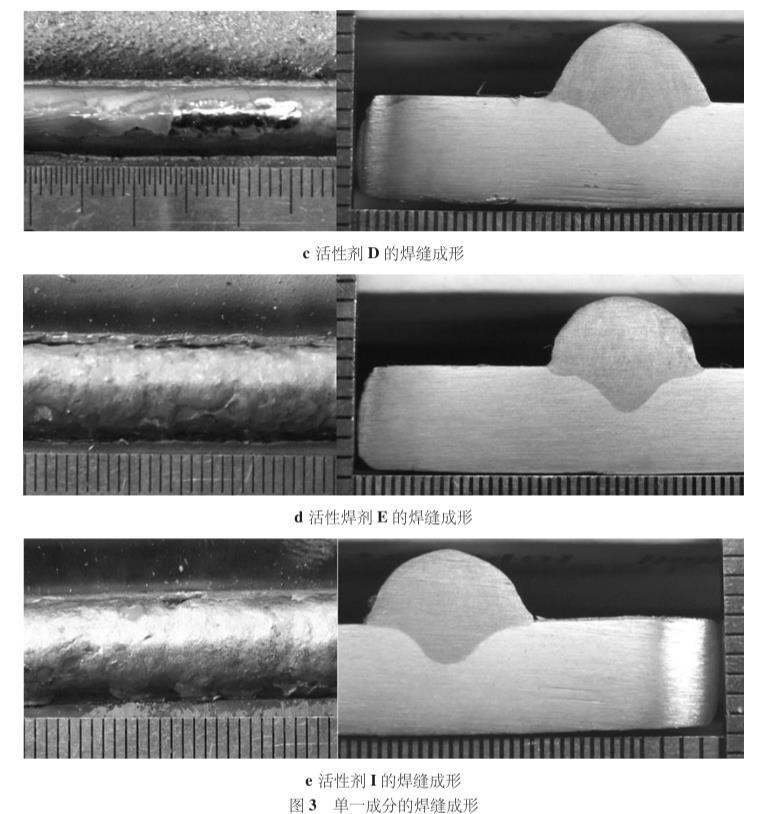
圖2是無(wú)活性劑時(shí)焊縫的宏觀成形,圖3為試驗(yàn)中幾組典型活性劑的金相截面。
2.2活性劑對(duì)焊縫成形的影響
由表2和圖1可知,普通CMT焊接時(shí),焊縫熔深為2.05 mm;涂活性劑后,A、B、D、E和I焊縫熔深明顯高于不涂活性劑的焊縫熔深。其中活性劑B、D、E對(duì)焊縫熔深增加的程度較為明顯,相比普通CMT焊縫熔深,其焊縫熔深比增加了20%以上,說(shuō)明活性化劑D、E、B對(duì)熔深的增加有較大的促進(jìn)作用。活性劑A和I雖然對(duì)熔深的影響不如活性化焊劑D、E、B明顯,但其熔深值也大于普通CMT焊,熔深增加比達(dá)到了10%以上。相比之下,使用C和G兩種活性劑的焊縫熔深只增加約5%,F(xiàn)和H不影響熔深。
圖2是普通CMT焊的焊縫成形,其焊縫為淺V形,焊縫熔深寬而淺;圖3是涂活性劑A、B、D、E和I的焊縫成形。可以看出,涂覆活性劑后,焊縫熔深都有不同程度的增加,熔寬和余高都有不同程度變化。
從圖2和圖3還可以看出,添加活性劑后會(huì)使焊縫表面形狀有所改變,其中活性劑D、E對(duì)焊縫表面成形影響較大,焊縫表面比不使用活性劑時(shí)粗糙,熔渣也有增多,焊縫呈深V形。
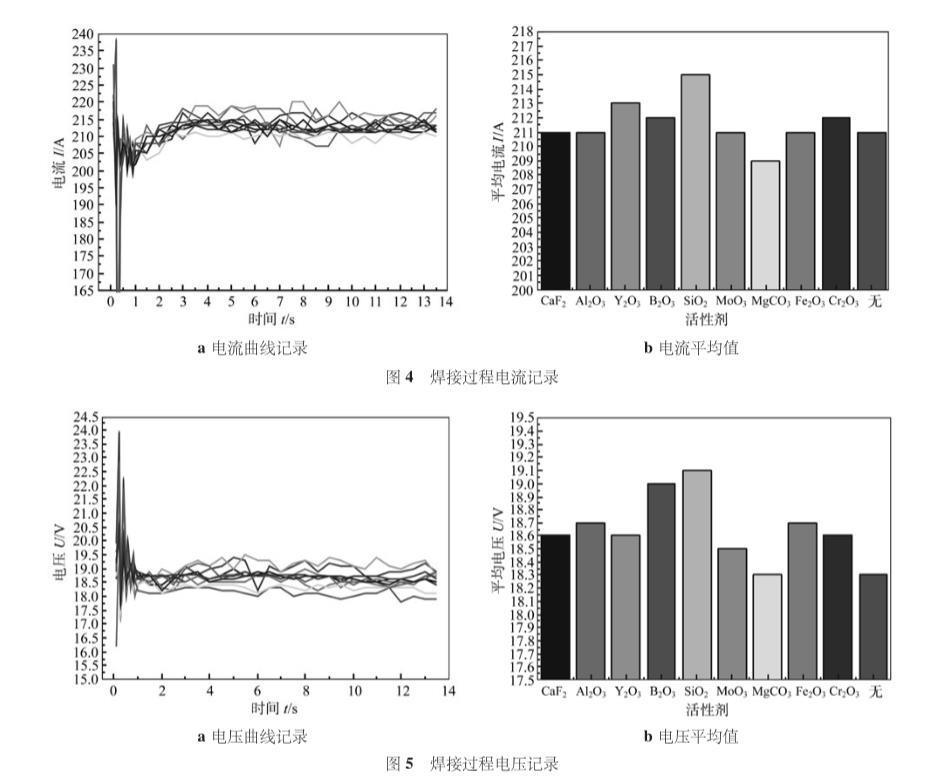
圖4為焊接過(guò)程中電流的記錄。從圖4a可以看出,焊接過(guò)程中各單一活性劑焊接電流曲線(xiàn)基本相似,從圖4b可以看出,大部分活性劑焊接過(guò)程的平均電流與無(wú)活性劑時(shí)相差不大,SiO2和MgCO3的電流平均值相比無(wú)活性劑時(shí)有較為明顯的變化,其中前者增加,后者減小。無(wú)活性劑時(shí)的平均電流達(dá)到211.5 A,而涂SiO2可以達(dá)到215 A。
圖5為焊接過(guò)程中電壓的記錄。從圖5a可以看出,焊接過(guò)程中各活性劑變化曲線(xiàn)基本趨勢(shì)相似,但都有不同程度的波動(dòng)。從圖5b可以清楚地看出,各組活性劑焊接過(guò)程的平均電流、電壓和無(wú)活性劑時(shí)的差別不一樣,其中涂覆B2O3和SiO2時(shí)的電壓增加較為明顯,平均電壓增加能達(dá)到0.7 V以上,涂MgCO3則無(wú)變化,其余的活性劑電壓都有一定程度的增加。
3討論
活性劑CMT焊接主要是通過(guò)加入活性劑改變了焊接電弧。電弧是由兩個(gè)電極和它們之間的氣體空間組成,電弧中的帶電粒子主要依靠?jī)呻姌O間的氣體電離和電極發(fā)射電子兩個(gè)物理過(guò)程所產(chǎn)生。在活性劑焊接電弧中,活性劑對(duì)電離和電極發(fā)射電子都有影響。活性劑的加入使電弧氣氛的實(shí)效電離度明顯提高,所以活性劑CMT氣體保護(hù)焊的電弧比普通CMT氣體保護(hù)焊的電弧穩(wěn)定。加入活性劑(大部分為金屬氧化物)后,電極表面逸出功降低,電極發(fā)射電子的能力增強(qiáng),增強(qiáng)了電弧導(dǎo)電能力,焊接電流有增加的趨勢(shì)。
從試驗(yàn)結(jié)果可以看出,采用活性劑CMT焊接時(shí),焊接電弧穩(wěn)定,A、B、D、E和I五種活性劑的焊縫熔深增加較為明顯,在相同的焊接工藝規(guī)范下,活性劑CMT焊接與普通CMT焊接所得到的焊縫熔深、熔寬和余高等都有明顯差異。活性劑CMT焊接在同等規(guī)范下熔深明顯增加,同時(shí)熔寬、余高和表面成形也有所變化。同時(shí)由于活性劑的加入,焊接電弧氣氛以及熔池流動(dòng)等會(huì)受到多方作用,各種效果并存,試驗(yàn)結(jié)果會(huì)表現(xiàn)為占優(yōu)勢(shì)一方的因素。
(1)活性劑使電弧壓縮,焊縫熔深增加。
電弧收縮理論認(rèn)為,表面涂覆活性劑后,因?yàn)榛钚詣┩繉颖旧韺?dǎo)電性不強(qiáng),加之活性劑的熔沸點(diǎn)都比純金屬的高,所以熔池表面產(chǎn)生的金屬蒸氣相應(yīng)減少,在金屬蒸氣減少的情況下,只在電弧中心溫度較高的區(qū)域有金屬蒸發(fā),形成陽(yáng)極斑點(diǎn),即涂層的存在減小了陽(yáng)極斑點(diǎn)區(qū),從而使電弧收縮,電弧壓力增大。
查物質(zhì)屬性可知,B和Si元素的電阻率非常大,因此這兩種物質(zhì)導(dǎo)致電弧收縮的作用效果最為明顯,熔深增加也最為明顯。由圖5可知,試驗(yàn)中B2O3和SiO2兩種活性劑在相同焊接規(guī)范下,焊接過(guò)程中的電壓變化最大,焊接結(jié)果熔深增加最為明顯。很顯然,在各種活性劑中,這兩種活性劑有相同的特性,同時(shí)這種特性對(duì)焊縫熔深的增加至關(guān)重要。
(2)熔池金屬對(duì)流變化,焊縫熔深增加。
理論認(rèn)為,表面活性元素引起熔池表面張力變化,對(duì)熔池的對(duì)流產(chǎn)生著很大的影響,同時(shí)熔池對(duì)流的方向?qū)θ酆蠀^(qū)幾何形狀的影響很大。不含表面活性元素的普通CMT焊,表面張力隨溫度的升高而減小,因此從表面看熔池對(duì)流方向從中心到四周,熱量較為分散,熔深較淺;對(duì)于活性劑CMT焊,活性元素的存在,使熔池表面張力隨溫度升高而增大,即熔池對(duì)流方向從四周到中心,使得熔池中心區(qū)的熔化金屬具有較高的溫度,同時(shí)較多的熱量被液流直接帶向熔池底部,使熔深增加,同時(shí)有使熔寬減小的趨勢(shì)。
4結(jié)論
(1)CMT焊接采用活性劑后,焊縫熔深有較大程度的增加,增加比例在20%以上。
(2)活性劑CMT焊接中,活性劑對(duì)電弧氣體電離和電極發(fā)射電子兩個(gè)物理過(guò)程都產(chǎn)生重要影響,活性物質(zhì)的加入使得電離電壓降低,電弧穩(wěn)定。
(3)活性劑CMT焊接熔深增加是電弧壓縮和表面張力共同作用的結(jié)果。其中B2O3和SiO2使焊縫熔深增加明顯,與B和Si兩元素具有較大的電阻率有關(guān)。
(4)活性劑成分不同,焊縫熔深增加程度也不同。
從目前試驗(yàn)來(lái)看,單一活性劑對(duì)CMT焊接有較大的影響,研究多組分活性劑CMT焊接以及進(jìn)行配方設(shè)計(jì)等工作仍有待進(jìn)一步探索,同時(shí)研究活性劑在不同氣體保護(hù)下的CMT焊接,對(duì)活性劑CMT焊接機(jī)理的進(jìn)一步探索具有十分重要的研究?jī)r(jià)值。