


合作客戶/
拜耳公司 |
同濟(jì)大學(xué) |
聯(lián)合大學(xué) |
美國(guó)保潔 |
美國(guó)強(qiáng)生 |
瑞士羅氏 |






相關(guān)新聞Info
-
> ?氧化石墨烯基復(fù)合膜材料的制備方法、應(yīng)用開(kāi)發(fā)及前景
> 水相PH、鹽濃度對(duì)380號(hào)燃料油油水界面張力的影響
> 超微量天平應(yīng)用實(shí)例:氧化焙燒除硒火試金重量法測(cè)定粗硒中金、銀含量
> 三種金屬陽(yáng)離子對(duì)SDS表面活性劑溶液的影響研究
> 界面張力儀主要應(yīng)用領(lǐng)域及技術(shù)特點(diǎn)
> 新煙堿類殺蟲(chóng)劑發(fā)展概述
> 拉筒法測(cè)定LiF-CaF2-Yb2O3體系的表面張力及變化規(guī)律
> 秦漢時(shí)期的物理學(xué)研究成果
> 高分子類助劑主要增效機(jī)制及在除草劑領(lǐng)域應(yīng)用機(jī)理
> 不同溫度下水波波速和表面張力系數(shù)的關(guān)系與計(jì)算方法【實(shí)驗(yàn)】(二)
推薦新聞Info
-
> ?全自動(dòng)表面張力儀無(wú)法啟動(dòng)、讀數(shù)不穩(wěn)定等常見(jiàn)故障及解決方法
> 混合型烷醇酰胺復(fù)雜組成對(duì)油/水界面張力的影響規(guī)律(二)
> 混合型烷醇酰胺復(fù)雜組成對(duì)油/水界面張力的影響規(guī)律(一)
> 懸滴法測(cè)量液體表面張力系數(shù)的測(cè)量裝置結(jié)構(gòu)組成
> 多晶硅蝕刻液的制備方法及表面張力測(cè)試結(jié)果
> 高溫多元合金表面張力的計(jì)算方法及裝置、設(shè)備
> 納米生物質(zhì)體系性能評(píng)價(jià)及驅(qū)油特性實(shí)驗(yàn)研究
> 多相凝聚體系的界面張力計(jì)算方法及研究進(jìn)展
> 基于表面張力的開(kāi)放式微流體平臺(tái),利用微柱重建三維肺部細(xì)胞微環(huán)境
> 強(qiáng)紫外線輻射對(duì)減縮劑抑制水泥石干縮變形效果研究(四)
塑料件二次加工如何改變表面張力?
來(lái)源:重慶川儀 硅碳鼠涂料圈 瀏覽 151 次 發(fā)布時(shí)間:2024-10-22
2塑件表面張力改變案例
塑件表面張力改變是根據(jù)使用情況進(jìn)行選擇。目前對(duì)低表面能材料或工程塑料進(jìn)行二次加工時(shí),處理表面以改變表面張力特性,從而獲得較好地黏附力,通過(guò)表面上噴底漆涂料、等離子處理、火焰處理等方法改變產(chǎn)品的表面張力。
2.1真空鍍鋁噴底漆獲得好的鋁層附著力
真空鍍鋁是對(duì)塑料表面二次加工方法之一,鍍鋁廣泛應(yīng)用于車燈領(lǐng)域。車燈應(yīng)用工程塑料有聚碳酸酯(PC)、改性聚丙烯(PP-T2)、丙烯腈-丁二烯-苯乙烯組成的三元共聚物(ABS)等。PC屬于極性高分子,表面濕張力在46 mN/m,與鍍鋁層結(jié)合力很好,不做處理,即在基材上直接鍍鋁和保護(hù)膜。
PP-T20和ABS表面張力都是較低,與鍍鋁層結(jié)合力較差,通過(guò)噴涂底漆獲得較好地表面張力,提高附著力。如圖3(a)所示為ABS材料加工汽車后霧燈體,ABS表面張力為34~38 mN/m,ABS是三元共聚物,內(nèi)在的成分比例有些差異,表面張力是個(gè)范圍值,可噴涂底漆(涂料低聚物環(huán)氧丙烯酸酯)改善ABS表面張力。

圖3噴涂底漆鍍鋁件示意圖
真空鍍鋁附著力檢測(cè)是一項(xiàng)重要指標(biāo),依據(jù)GB/T 28786—2012《真空技術(shù)真空鍍膜層結(jié)合強(qiáng)度測(cè)量方法膠帶黏貼法》。附著力檢測(cè)是基本項(xiàng)目,用小刀在鍍鋁試驗(yàn)面刻劃100個(gè)間隔為1 mm的小方格,用3M膠帶緊牢地黏貼其面,從垂直方向迅速撕開(kāi)膠帶,觀察膠帶上有無(wú)剝落的金屬膜。目測(cè)無(wú)法觀察清楚時(shí)可用10倍顯微鏡觀察,無(wú)金屬鍍層剝落等不良現(xiàn)象為合格。ABS未經(jīng)噴涂底漆,附著力檢測(cè)會(huì)有不同程度的金屬鍍層剝落等。PP-T20后燈燈體處理同ABS霧燈體方法相同,如圖3(b)所示。
2.2蓄電池槽電暈處理獲得好的油印黏附力
蓄電池塑殼起源20世紀(jì)80年代末。汽車干荷起動(dòng)型和免維護(hù)、少維護(hù)起動(dòng)型蓄電池外殼由蓋子和槽子組成(下簡(jiǎn)稱蓋或槽)用料是共聚級(jí)聚丙烯。PP耐熱性能好,長(zhǎng)期耐溫100℃左右,具有優(yōu)良的化學(xué)穩(wěn)定性,耐酸堿和有機(jī)溶劑,電絕緣性能優(yōu)良,制品不易變形。蓋與槽裝配連接用熱封黏接強(qiáng)度高。電池槽兩個(gè)正表面要絲網(wǎng)印字,蓄電池生產(chǎn)廠家商標(biāo),規(guī)格,加液液面線等需要讓用戶知道,如圖4所示。
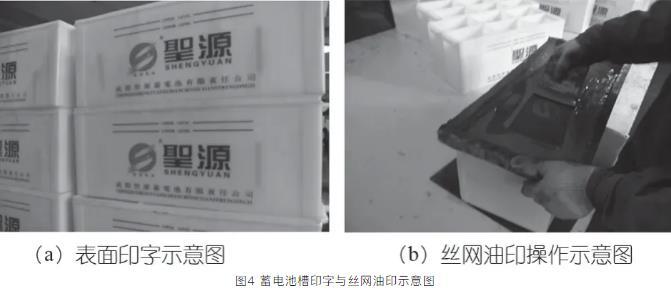
圖4蓄電池槽印字與絲網(wǎng)油印示意圖
電池槽絲網(wǎng)印刷為塑料件二次加工,用于外觀裝飾。PP結(jié)晶度較高、表面張力低的非極性分子材料,其表面張力31~33 mN/m,印刷前應(yīng)極性表面處理改善油墨附著力。其方法機(jī)械法(噴砂及磨毛);物理法(火焰、電暈、高能輻射);化學(xué)法(表面氧化、接枝、置換及交聯(lián))等。針對(duì)電池槽特點(diǎn),采用火焰或電暈處理提高表面張力[20]。
火焰處理法是用強(qiáng)氧化焰使塑料表面氧化的過(guò)程,用于提高PP印刷和黏接特性等。一般要求表面張力值達(dá)到41 mN/m,PP材料本身表面張力無(wú)法滿足,火焰處理后表面張力達(dá)48 mN/m。火焰處理改變其表面張力可提高工件后續(xù)絲印質(zhì)量[21]。
火焰處理時(shí)高溫下塑料表面大分子發(fā)生氧化反應(yīng)產(chǎn)生極性基團(tuán),還對(duì)表面分子聚集的結(jié)構(gòu)形態(tài)產(chǎn)生影響,使水基覆蓋膜附著在塑料表面上。一般用自制天然氣噴燈,形成溫度高達(dá)1 000~1 800℃的氧化火焰,來(lái)達(dá)到瞬間改變薄膜表面性能的目的,在處理中火焰溫度、火焰與薄膜之間的距離和處理時(shí)間是影響處理效果的重要因素。火焰處理是人為操作,按一定軌跡火焰頭在電池槽表面上20 cm距離處進(jìn)行移動(dòng),使火焰的外延接觸塑料表面瞬間達(dá)到1 000℃的高溫,電池槽處理后在30 min內(nèi)完成絲印效果較好。
電暈處理(又稱電火花處理)是將高壓(2~100 Kv)、高頻(2~20 kHz)電施加于電極上,在兩電極間產(chǎn)生電暈放電,以產(chǎn)生大量的等離子氣體及臭氧,這些等離子氣體和臭氧與塑料表面作用,達(dá)到改變表面張力的目的。電池槽表面經(jīng)過(guò)電暈處理后,使表面產(chǎn)生游離基反應(yīng)而使聚合物發(fā)生交聯(lián).表面變粗糙并增加其對(duì)極性溶劑的潤(rùn)濕性,離子體由電擊和滲透進(jìn)入被印體的表面破壞其分子結(jié)構(gòu),將被處理的表面分子氧化和極化,離子電擊侵蝕表面,表面由光滑變得粗糙并存在著大量細(xì)小的空隙。絲印油墨涂在電池槽表面的空隙內(nèi),固化后被機(jī)械地鑲嵌在孔隙中,形成許多微小的機(jī)械聯(lián)接點(diǎn),提高了油墨黏接力和絲印表面附著能力。電池槽電暈處理表面后張力顯著提高,但張力不穩(wěn)定,放置時(shí)間增長(zhǎng)表面張力呈指數(shù)規(guī)律下降,應(yīng)在處理后及時(shí)印字。
油墨是絲網(wǎng)印刷中重要的材料,電池槽絲網(wǎng)油墨是專用聚丙烯油墨,對(duì)電池槽表面處理好再用油墨印刷。上世紀(jì)90年代中期,油墨廠家研制出免處理油墨,不需對(duì)電池槽表面處理,只需對(duì)電池槽用汽油對(duì)表面進(jìn)行擦拭(脫脂處理)達(dá)到絲印效果。
油墨與電池槽表面附著力檢查方法參照國(guó)家GB/T9286—1998色漆和清漆漆膜的劃格試驗(yàn),用小刀在試驗(yàn)面刻劃100個(gè)間隔為1 mm的小方格,切割劃透至底材面,用黏附力350~400 g/cm2膠帶(可用3M Scotch膠帶),牢牢的黏住被測(cè)試的小方格,用手按住膠紙的另一端,以60°方向迅速拉下膠紙。切削邊緣刀口處平整,無(wú)油墨黏在膠紙上為合格,與鍍鋁百格試驗(yàn)類同。也有根據(jù)需要不做百格,直接用3M膠帶試驗(yàn)。
耐酸性是電池酸液流在絲印油墨上不發(fā)生溶解,檢查其附著力采用濕擦法,用電池酸液在絲印字表面上進(jìn)行濕擦,濕擦次數(shù)在20次以上印字有無(wú)變樣;還有在印字表面涂覆酸液,放在40~50℃溫度烘箱里烘10 min印字有無(wú)變樣。
2.3塑料件表面處理獲得好的黏接力
塑料之間(含與其他材料)黏接是塑件二次加工中必不可少的環(huán)節(jié)。聚合物之間(含與非金屬或金屬之間)黏接等都存在聚合物基料與不同材料之間界面黏接問(wèn)題。黏接是不同材料界面間接觸后相互作用的結(jié)果,靠分子間吸引力而黏接?xùn)|西。被黏物與黏料的界面張力、表面自由能、界面間反應(yīng)等都影響?zhàn)そ印pそ硬煌谕繉雍陀∷ⅲ蔷C合性強(qiáng),影響因素復(fù)雜的一類技術(shù),目前行業(yè)界有吸附理論、化學(xué)鍵形成理論、弱界層理論、擴(kuò)散理論、靜電理論、機(jī)械作用力理論等從各個(gè)層面詮釋黏接原理。
為達(dá)到良好的黏接,吸附理論有兩個(gè)條件滿足。一是黏接劑要能很好的潤(rùn)濕被黏物表面;液體黏接劑向被黏表面擴(kuò)散,逐漸潤(rùn)濕被黏物表面并滲入表面微孔中,由點(diǎn)接觸變成面接觸。二是黏接劑與被黏物之間有較強(qiáng)的相互作用力;產(chǎn)生吸附作用形成次價(jià)鍵或主價(jià)鍵。從圖5中看出與圖2(a)同理,表面張力大,潤(rùn)濕能力差,表面張力小,潤(rùn)濕能力好。聚合物是表面張力小容易浸潤(rùn)黏合界面附著力好,表面張力大會(huì)讓膠水呈蠟滴狀圓球不擴(kuò)散,溶劑膠水一般因溶劑在25~35 mN/m之間不需調(diào)張力夠小。
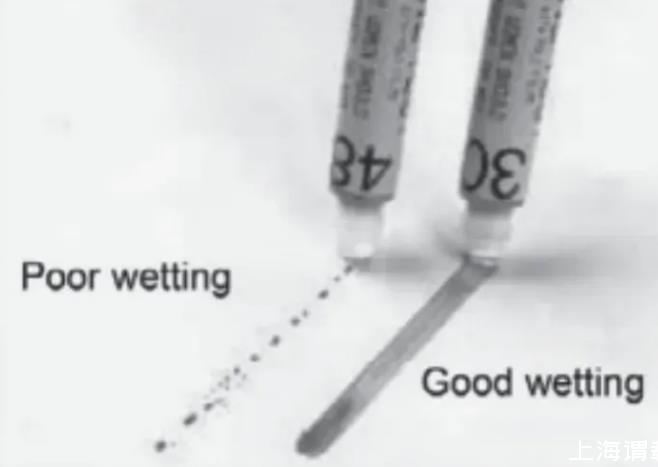
圖5表面張力與潤(rùn)濕性能關(guān)系示意圖(網(wǎng)圖,侵刪)
液態(tài)硅膠(又稱液體硅膠,簡(jiǎn)稱LSR,Liquid Silicon Rubber)是相對(duì)固體高溫硫化硅橡膠來(lái)說(shuō)其為液體膠。液態(tài)硅膠以聚有機(jī)硅氧烷線型高分子材料,添加某些成分,再按嚴(yán)格的工藝要求,加工制成具有一定抗拉撕強(qiáng)度的液體膠。液態(tài)硅膠具有較強(qiáng)的耐高低溫、耐酸堿、耐老化、耐氧化、高透明度、疏水性、柔軟性、透過(guò)性、生理惰性等特性,其更安全環(huán)保、可完全達(dá)到食品級(jí)的特點(diǎn)。廣泛用于電子,消費(fèi)性產(chǎn)品,嬰幼兒用品(奶嘴),醫(yī)療用品及電子產(chǎn)品(按鍵)等。圖6所示。

圖6液態(tài)硅膠所做的產(chǎn)品示意圖(網(wǎng)圖,侵刪)
注射成型液體硅橡膠(LSR)全名為注射成型液體硅橡膠,硫化設(shè)備為硅膠注射機(jī),與注塑不同。液體硅膠制品加工設(shè)備有射出機(jī)、壓料機(jī)。原料是水稠狀,分A、B兩組分。利用壓料機(jī)把A、B組分的原料按照合適比例混合均勻后壓到射出機(jī)的料筒里混合,通過(guò)射嘴再把它壓進(jìn)熱模具型腔成型。
智能穿戴產(chǎn)品中LSR與PA黏接較多,LSR的主鏈?zhǔn)秩犴槪浞肿娱g作用力比碳?xì)浠衔镆醯枚啵韧肿恿康奶細(xì)浠衔镳ざ鹊停砻鎻埩θ酢A屬于極性分子材料,其表面張力為46 mN/m。LSR與PA黏接方法用硅膠黏接底涂劑是G790,它是反應(yīng)性硅氧烷和硅烷在有機(jī)溶劑中的溶液。G790不含甲苯和其他芳香族溶劑。底漆組合物可以這樣或稀釋地應(yīng)用于基材。在溶劑蒸發(fā)過(guò)程中,在環(huán)境溫度下暴露于大氣濕度時(shí),形成一層堅(jiān)硬的底漆膜,牢固地附著在基材上。在引物基板上應(yīng)用硅橡膠和隨后的硫化將導(dǎo)致硅橡膠與基板之間的緊密結(jié)合,這種沒(méi)有膠黏劑的LSR與塑件黏接是靠底涂劑來(lái)實(shí)現(xiàn)。還有將尼龍表面處理好,將硅膠黏接劑CL-24S-15用刷涂或浸漬法或噴涂法均勻的涂到尼龍待黏黏接面,將涂CL-24S-15的尼龍經(jīng)過(guò)110~130℃烘烤15~20 min,將未硫化硅膠與尼龍高溫壓鑄或熱空氣硫化黏接。上述底涂劑和黏接劑都有改變聚合物表面張力作用,有較好地黏接力。
市場(chǎng)還有自黏接LSR,不需要使用底涂就能與多數(shù)基材有良好的黏接性[34]。這不僅解決了使用底涂的缺點(diǎn),而且加大了LSR和其他素材的復(fù)合部件研發(fā)與生產(chǎn)。以往傳統(tǒng)工藝分別加工零件,兩者黏結(jié)面涂上黏接劑后再組裝。使用自黏接LSR采用LSR-PA共成型加工,把先加LSR件放模內(nèi)進(jìn)行PA注塑,所有黏結(jié)問(wèn)題得到解決[35]。自黏接LSR在汽車行業(yè)及其他領(lǐng)域得到廣泛應(yīng)用。Wacker公司開(kāi)發(fā)自黏接液體硅橡膠Elastosil LR347,其在極短時(shí)間內(nèi)充分硫化,具有特別高的撕裂強(qiáng)度。即便不涂底層能與橡膠,塑料,金屬和玻璃都有極好的黏接性,是制作復(fù)合制品較理想的材料,已經(jīng)用于食品接觸的家庭用品,嬰兒用品和衛(wèi)生保健品等。
等離子法技術(shù)是利用等離子體高能轟擊、活化反應(yīng)等物理化學(xué)方法,將污染物從工件上剝離去除的一種工藝方法。起到表面有機(jī)物除去,有機(jī)物除去后表面活性化。用等離子法處理PP、PE、聚四氟乙烯等難黏接材料的黏接強(qiáng)度大大提高。經(jīng)處理后接觸角降低,表面張力改變,增加黏接劑對(duì)其浸潤(rùn)和黏接力。如表1所示。等離子法處理需要投入處理設(shè)備,要根據(jù)實(shí)際需要選擇。
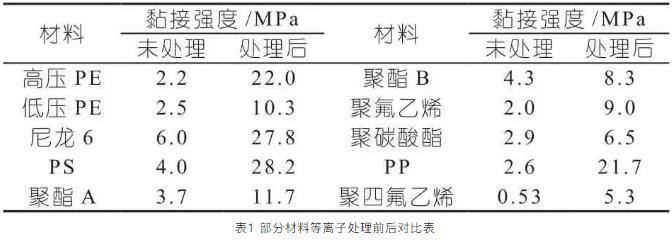
表1部分材料等離子處理前后對(duì)比表
檢查黏接材料與黏接是通過(guò)試驗(yàn)方法檢測(cè)。試驗(yàn)?zāi)軠y(cè)定膠黏劑本身強(qiáng)度,還能評(píng)價(jià)黏接技術(shù)、表面清潔、表面處理的有效性、膠層厚度和固化條件等問(wèn)題。主要性能有拉伸、剪切、剝離、彎曲、沖擊和劈裂強(qiáng)度和耐久性、疲勞、耐環(huán)境性和傳導(dǎo)性等。拉伸試驗(yàn)是負(fù)荷作用垂直于膠層平面并通過(guò)黏接面中心的試驗(yàn)。ASTM D897黏接接頭拉伸強(qiáng)度測(cè)試方法是保留在ASTM中有關(guān)膠黏劑最古老的方法之一。拉伸試驗(yàn)是評(píng)價(jià)膠黏劑最普通的試驗(yàn)。拉伸試驗(yàn)的優(yōu)點(diǎn)是能得到最基本數(shù)據(jù),拉伸應(yīng)變、彈性模量和拉伸強(qiáng)度。
剪切應(yīng)力是平行于黏接面所產(chǎn)生的應(yīng)力。所用的剪切試驗(yàn)方法,除了ASTM D1002之外,還有ASTM D3163,它與ASTM D1002相比,構(gòu)形幾乎相同,只是厚度不同。該方法解決了膠黏劑易從邊緣擠出來(lái)的問(wèn)題。ASTM D3165(層壓復(fù)合的膠黏劑們拉伸剪切強(qiáng)度測(cè)試方法)說(shuō)明了如何制備試件來(lái)測(cè)定夾層結(jié)構(gòu)的拉伸剪切強(qiáng)度。
剝離試驗(yàn)用于測(cè)定柔韌性膠黏劑承受局部應(yīng)力集中的能力。剝離力被認(rèn)為是作用在一條線上,即是線受力。被黏物越柔軟,膠黏劑模量越高,則面受力就越趨于線受力,應(yīng)力就很大。膠黏劑的剝離強(qiáng)度與膠層厚度有關(guān),隨著膠層厚度增加,膠黏劑因其彈性變形,而使黏接面積增大,所以剝離強(qiáng)度相對(duì)也要高一些。ASTM D3167是測(cè)定膠黏劑浮輥剝離強(qiáng)度的試驗(yàn)。ASTM D903是黏接接頭的剝離或撕裂強(qiáng)度的測(cè)定方法。
3結(jié)束語(yǔ)
聚合物的涂層、印刷、黏接等是塑料件二次加工必不可少的工藝,通過(guò)涂層、印刷、黏接等拓展塑料件應(yīng)用范圍,給人們應(yīng)用塑料帶來(lái)極大的方便,增加產(chǎn)品的美觀度。聚合物表面張力與聚合物本身材質(zhì)有著緊密的關(guān)系,通過(guò)測(cè)量表面張力,對(duì)表面張力不適的聚合物進(jìn)行一系列的改進(jìn),達(dá)到改變其表面張力,為塑料件二次加工服務(wù)。對(duì)二次加工后產(chǎn)品的檢測(cè)是重要環(huán)節(jié),檢測(cè)目的則是驗(yàn)證涂層、印刷、黏接的實(shí)際效果,也間接驗(yàn)證表面張力改變情況。目前聚合物表面張力改變操作和檢測(cè)多數(shù)采用人工操作為主,隨著科技進(jìn)步,期待有智能化操作或先進(jìn)材料涌現(xiàn),促進(jìn)涂層、印刷、黏接的廣泛使用。